Nutstoßen ab Ø 1,5 mm (System 104)
Warenkorb

-
 Aufnahmetyp, maschinenseitig: Zylinderschaft
Aufnahmetyp, maschinenseitig: Zylinderschaft -
 Norm: Werksnorm
Norm: Werksnorm -
 Oberfläche: browned
Oberfläche: browned -
 Schneidrichtung: neutral
Schneidrichtung: neutral -
 Typ: GB104
Typ: GB104 -
 Innenkühlung: mit
Innenkühlung: mit

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
 Oberfläche: TiN
Oberfläche: TiN -
Schneidrichtung: neutral
-
 Typ: GN104
Typ: GN104 -
 Schneidstoff: VHM
Schneidstoff: VHM -
 Pikto Drehen: SES_STOSSEN
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
 Oberfläche: TiAlN-nanoA
Oberfläche: TiAlN-nanoA -
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
 Oberfläche: blank
Oberfläche: blank -
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: TiN
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: TiAlN-nanoA
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: blank
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: TiN
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: TiAlN-nanoA
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN

-
Aufnahmetyp, maschinenseitig: Zylinderschaft
-
Norm: Werksnorm
-
Oberfläche: blank
-
Schneidrichtung: neutral
-
Typ: GN104
-
Schneidstoff: VHM
-
Pikto Drehen: SES_STOSSEN
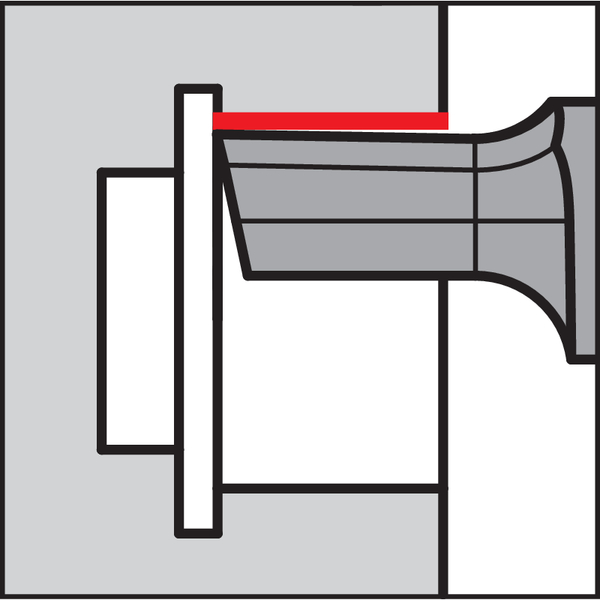
NUTSTOßEN
Im Bereich der spanenden Fertigungsverfahren ist das Nutstoßen dem Drehen zuzuordnen. Beim Nutstoßen steht das Werkstück, während sich die Werkzeuge stoßartig bewegen. Auf diese Wiese lassen sich Längsnuten, Innenvierkant, Innensechskant, Torx und Verzahnungen herstellen. Die Werkzeuge fahren in das Werkstück ein, ohne sich zu drehen und heben dabei den Span ab. Beim Rückhub findet keine Zerspanung statt. Daher sollten sich die Werkzeuge mindestens 0,7 Millimeter, besser noch ganz, aus der Nut abheben. Um Nuten maßgenau stoßen zu können, empfiehlt sich ein Auslauf oder ein Freistich. Zum Nutstoßen wird entweder ein Schneideinsatz oder ein Klemmhalter mit Schneidplatte eingesetzt. So bietet Gühring zum Stoßen von Längsnuten, Innensechskant, Innenvierkant und Torx jeweils einen speziellen Schneideinsatze an. Außerdem steht zum Stoßen von großen Konturen das System 128 zur Verfügung. Dabei wird eine Schneidplatte auf die Nut abgestimmt, die der Zerspaner damit stoßen will. Gleichzeitig sorgt der Klemmhalter für größtmögliche Stabilität.
Sie haben noch keinen Zugang zum Gühring Online Shop?
Dann erstellen Sie sich jetzt einfach in wenigen Schritten ein Benutzerkonto.
Bei erfolgreicher Prüfung und Freischaltung haben Sie Zugriff auf Ihre Konditionen und können bequem über den Shop bestellen.
Bitte beachten Sie: Der Shop richtet sich ausschließlich an Unternehmen und Gewerbetreibende.